New advances in technologies are so important to us that we made it part of our name. Millennium is one of the only shops with a registered Mechanical Engineer on staff. He is constantly evaluating and fine-tuning our current processes, as well as investigating and developing new methods. He has written various technical articles, including one for SnowTech magazine entitled “Remanufacturing Plated Engine Cylinders”, which we have included here in PDF format (1.3Mb).
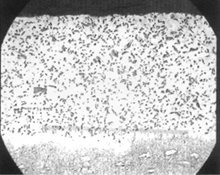
Nickel Silicon Carbide composite is the technical name for the coating that we apply, NSC for short. NSC is a composite of a special nickel and very small silicon carbide particles evenly dispersed throughout the coating. The photomicrograph above shows this dispersion. A good way to visualize the coating is to think of it as cement. The silicon carbide in NSC performs the function of the wear surface and is represented by the rocks. The nickel in NSC would represent the mortar that holds everything together.
Silicon carbide is used partly for its uniform particle size, and partly for its hardness. Silicon carbide is second only to diamonds in hardness and therefore provides excellent wear characteristics. The reason diamonds cannot be used is their high cost and the fact that we would have no way to hone it. NSC particle size is a Gaussian distribution of about 3 microns. This size is important so that the coating will not affect the internal components of the engine and too large of a particle will affect ring wear. Another major reason that silicon carbide is used is that it is oleofilic or it has a natural tendency to absorb oil, which in turn helps the oil retention of the coating.
No. The coating Millennium uses is made up of a special type of nickel that bonds the silicon carbide particles together as well as to the aluminum substructure. We will not cut corners by using the generic nickel that some plating companies use. Millennium also strictly prohibits the use of any additives to artificially harden our coating. Use of generic nickel or these additives can result in poor adhesion or abnormal wear. Hardness of the nickel is very important. If too soft the coating will prematurely wear, and if too hard ring life and compatibility will be negatively affected.
Peeling coatings can be caused by many factors. When the coating is applied properly the nickel will bond stronger to the aluminum than the aluminum bonds to itself or about 25,000 psi. In other words, the coating has higher tensil strength than the aluminum does. Because of this bond, when seizure occurs and plating comes off, there is often aluminum that comes off with it. Coatings will most often peel as a result of substandard materials being used, or when a processing error occurs. Millennium has found that the trick to not having adhesion issues is to monitor the plating process very closely and to have good quality control checks. Unfortunately no one is able to catch all the problems, so occasionally one may make it into service. What we have done is to develop extensive and thorough procedures to eliminate all but the smallest percentage of problems. As with any industry, mistakes will happen. Separating the good companies from the bad is how they handle the problem and the steps they take to prevent it from occurring again. We’re so sure of our work, we stand behind it with a LIFETIME WARRANTY!
No. The coating is an electroplated process that uses an electrical current to adhere the nickel and silicon carbide molecules to the aluminum. The process does involve dipping the entire part into the plating solution, and an electrical current must be present to start the plating process. Coating thickness varies with each cylinder and is determined by the amount of time it is in the tank as well as the amount of power used. The industry standard of plating thickness is between .003" to .005" with a useful limit of .040" thick. Applying the coating more than .040" is possible, however the coating becomes erratic if over this thickness. Another side effect is that the internal stress in the coating may cause it to crack when exceeding .040" thick.
Due to the hardness of the coating and its silicon carbide content, we must use diamonds to hone the cylinder bore. Diamonds alone will not do the job correctly. Special honing tools and honing machines are also important. We have our own design of honing tool ensuring that all our bores are straight and round within ± .00025". We are also capable of much tighter tolerances in necessary situations. Instead of horizontal hones, we use only vertical hones to ensure that the cylinder bore is square with the deck and that it receives a uniform crosshatch.
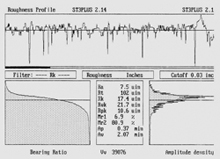
An important part of honing the coating is to provide a proper surface finish. If too rough, ring wear will be harsh, and if too smooth, the rings will not seat properly. Oil retention in the bore can also be negatively affected if the crosshatch is not the proper depth. Millennium uses a surface profalometer to check the roughness average (RA) and the depth (RPK & RVK & RK) of our honing patterns to ensure proper engine performance. With this equipment, it is possible to calculate the actual volume of the oil held on the surface. The picture above is a printout from our Surtronics that shows a typical 4-stroke finish.
